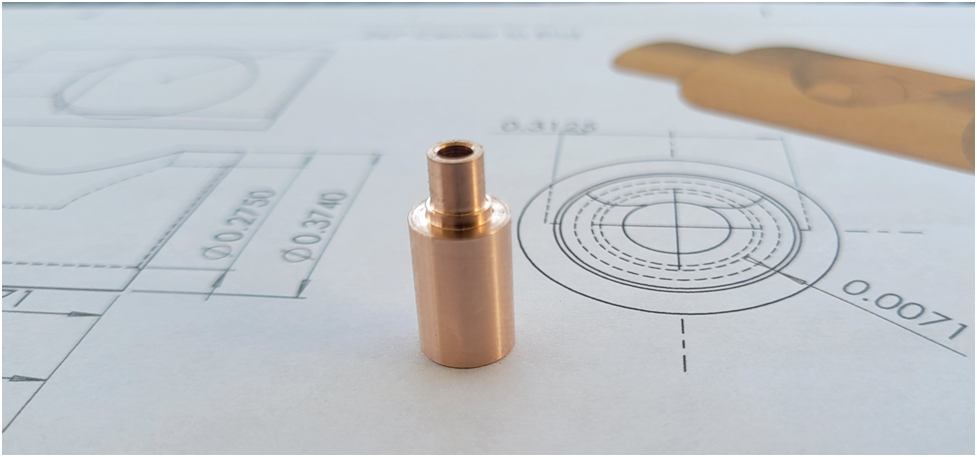
Today I started fabricating the Offy’s Valve guides. Below is the result of the first one:
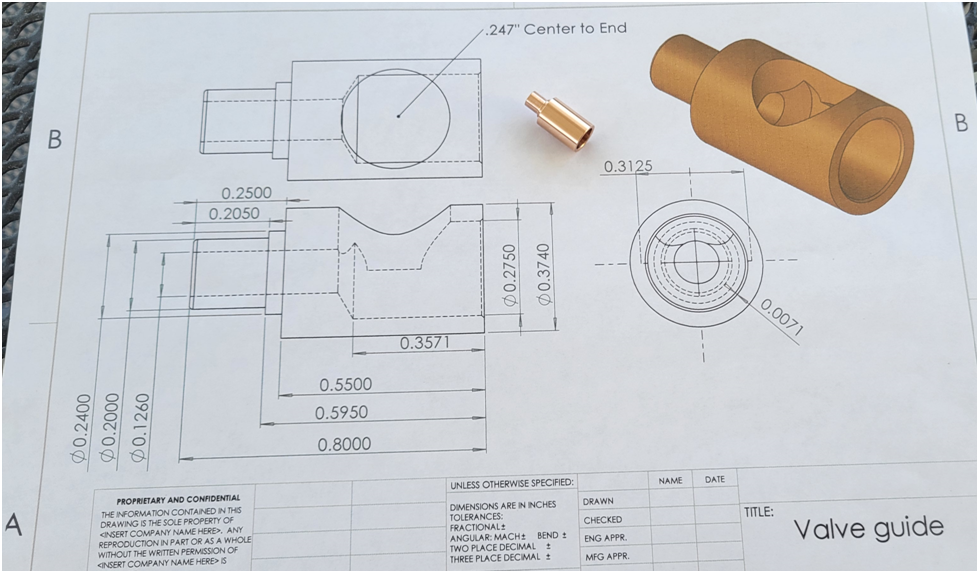
I don’t have any aluminum bronze (954) on hand, but I have a stick of phosphor bronze so I will use that for my valve guides. I started with the 1/2″ diameter bronze stock chucked up in lathe, faced it and spot drilled it for the large hole. Then before drilling the large hole I spot drilled for the smaller through hole, and drilled the small hole all the way through. The technique of using a large spot drill followed by a small spot drill is an interesting technique and is supposed to insure two holes of differing sizes are drilled concentric.

Then I drilled the larger hole to the proper depth, and turned the outside diameter to .374″. I coated the part in Dykem and cut the valve seat at 45 degrees. It is a really small seat, about .010″
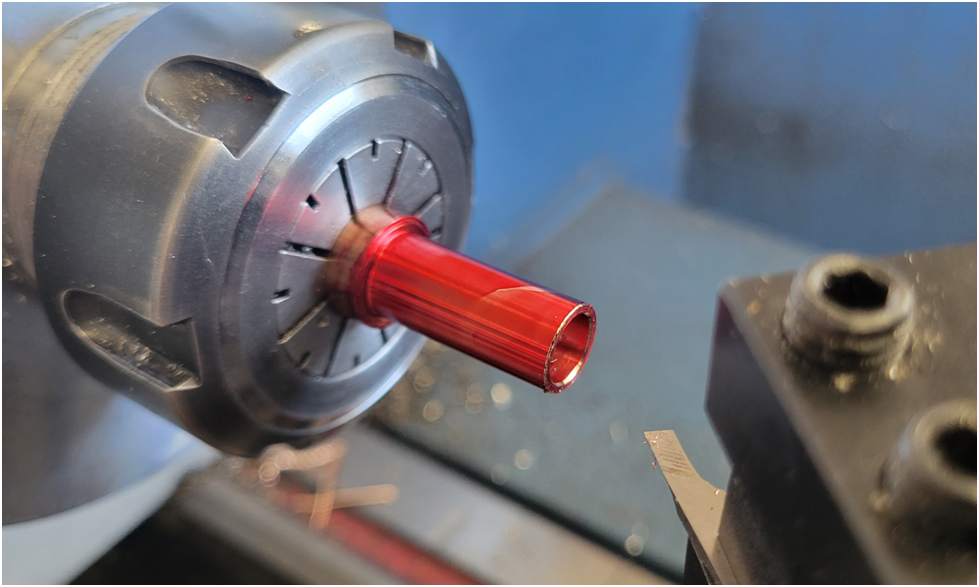
then I used a cut off tool to complete the outside machining.

I have a DRO on my lathe and have come to really enjoy it. For a long time I did without, and even when I first got it on a whim I didn’t utilize it fully. It took me a while to trust it. But like I can’t imagine not having a DRO on my mill, I now can’t imagine not having the DRO on the lathe. When making multiples of a part, for example I need eight valve guides, the DRO makes the machining process so much smoother. I still use the micrometer for all final dimensions, but I can hit them with the DRO repeatably.

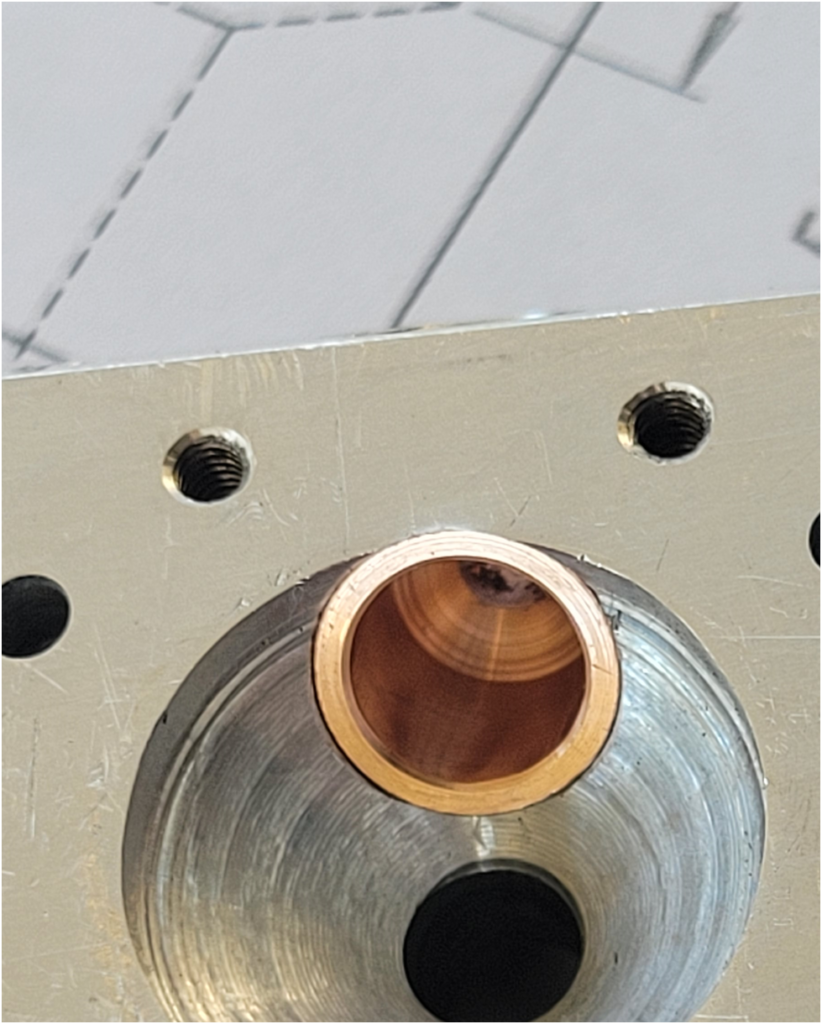
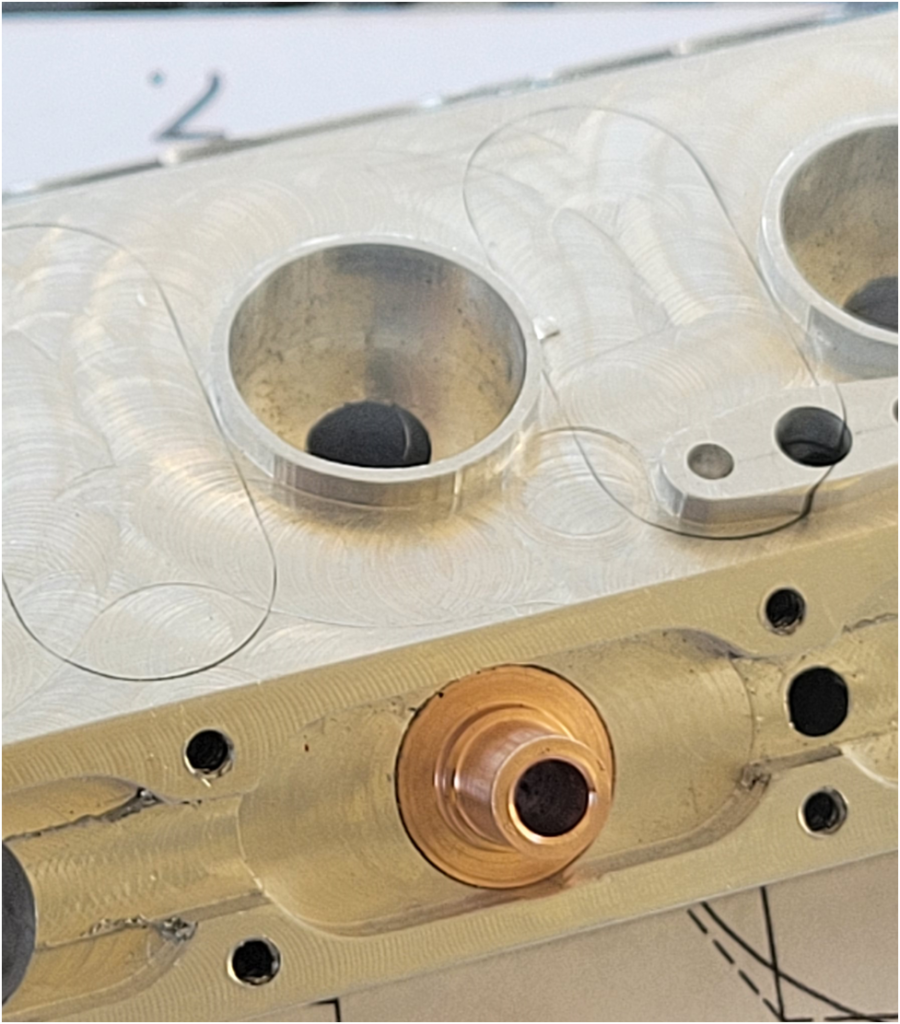
Below are a couple of images of the valve guide test fit in the head. I still need to machine the hole in the side of the valve guide, but I will do all of the valve guides at once in a single set up on the mill.
My original design called for a .093″ valve stem, but when I was drilling and reaming the small hole in the valve guide I began to second guess my ability to make a valve with such a small stem. I revisited the design and decided I have room for a valve with a 1/8″ stem. So I redesigned the valve guide and valve for the larger 1/8″ valve stem. the valve now looks like this:

I have a fatter stem through the valve guide, but neck it down to maximize the flow into and out of the cylinder.