The Offy has a lot of gears in the timing gear train and I want to have the gear tower populated before I fabricate the camboxes to insure I have the proper gear mesh between the gears in the gear tower and the camshaft gears. This sequence is how I make gears.
I make a sacrificial gear arbor in the lathe, putting grooves as shown for the super glue to seep into.

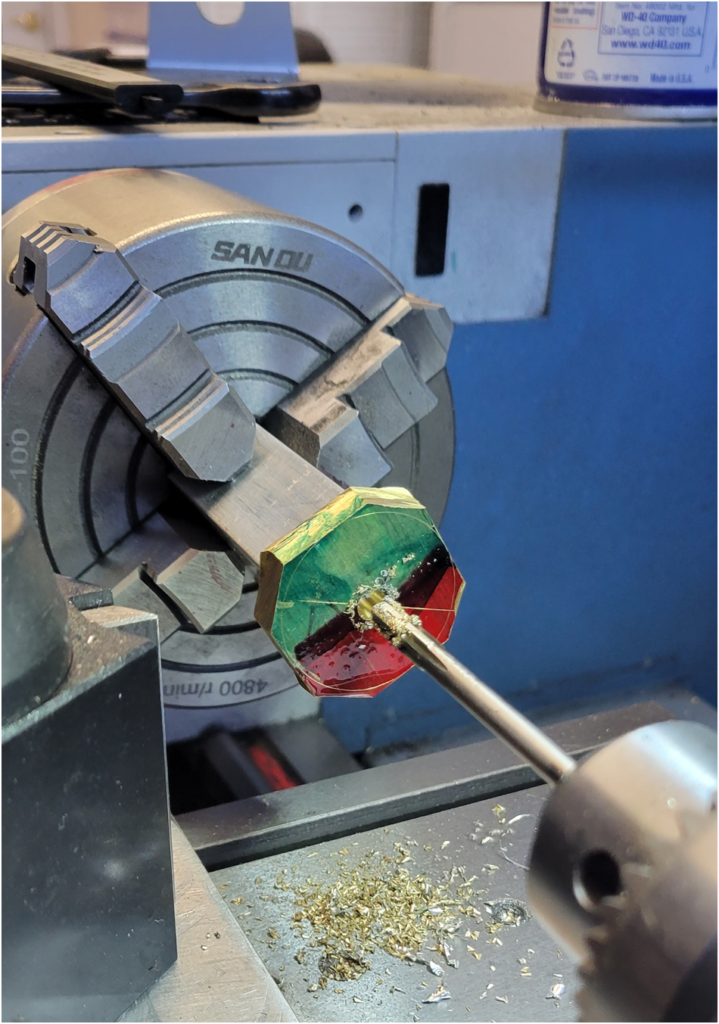
I cut the blank from the mother material, in this case brass, center punch the center. I super glue the blank to the arbor, using a live center in the tail stock to center and put pressure on the glue joint.

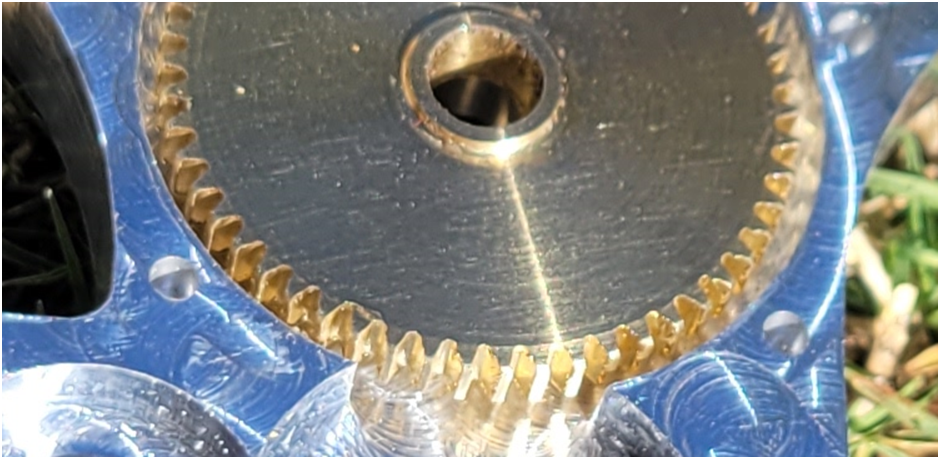
Once the super glue is cured, I drill the shaft hole under size and ream to the shaft diameter, in this case 5mm.
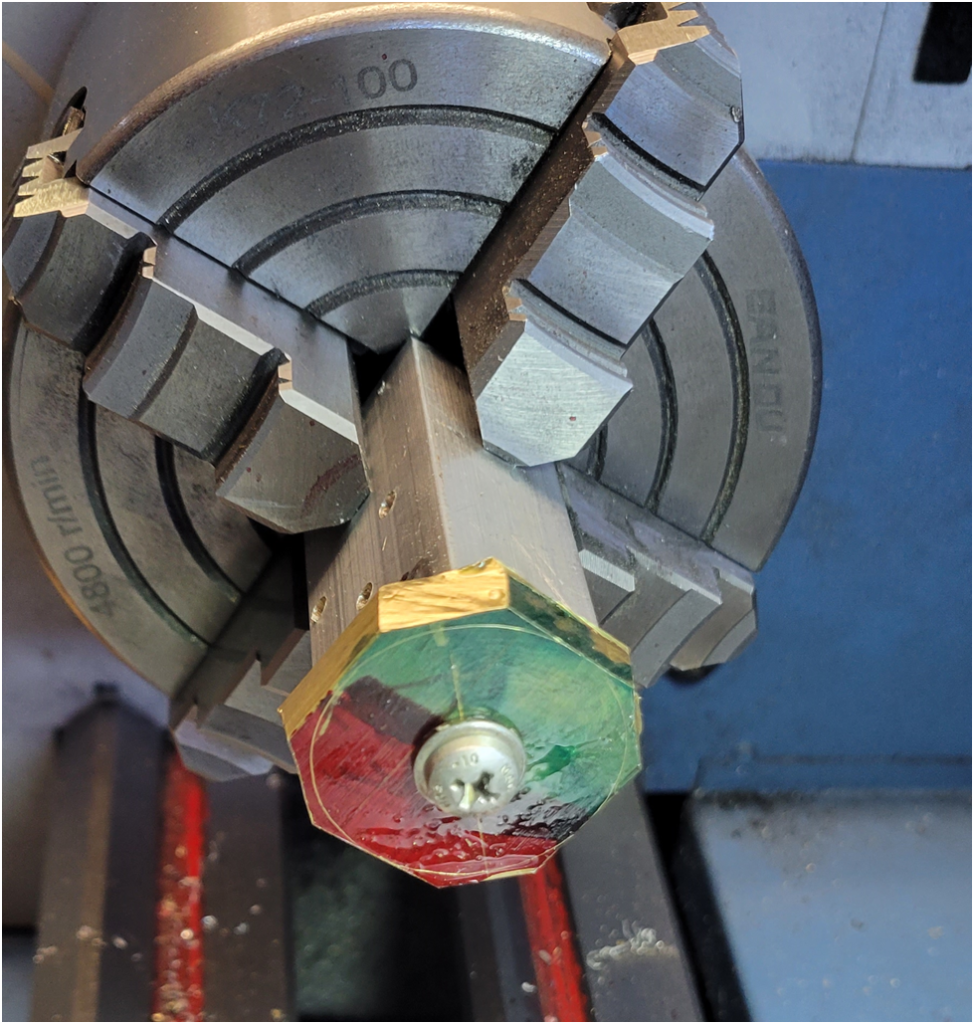
I don’t completely trust super glue in this application so I also use a screw, not to center but to secure. So I drill and tap for a 10-32 screw.
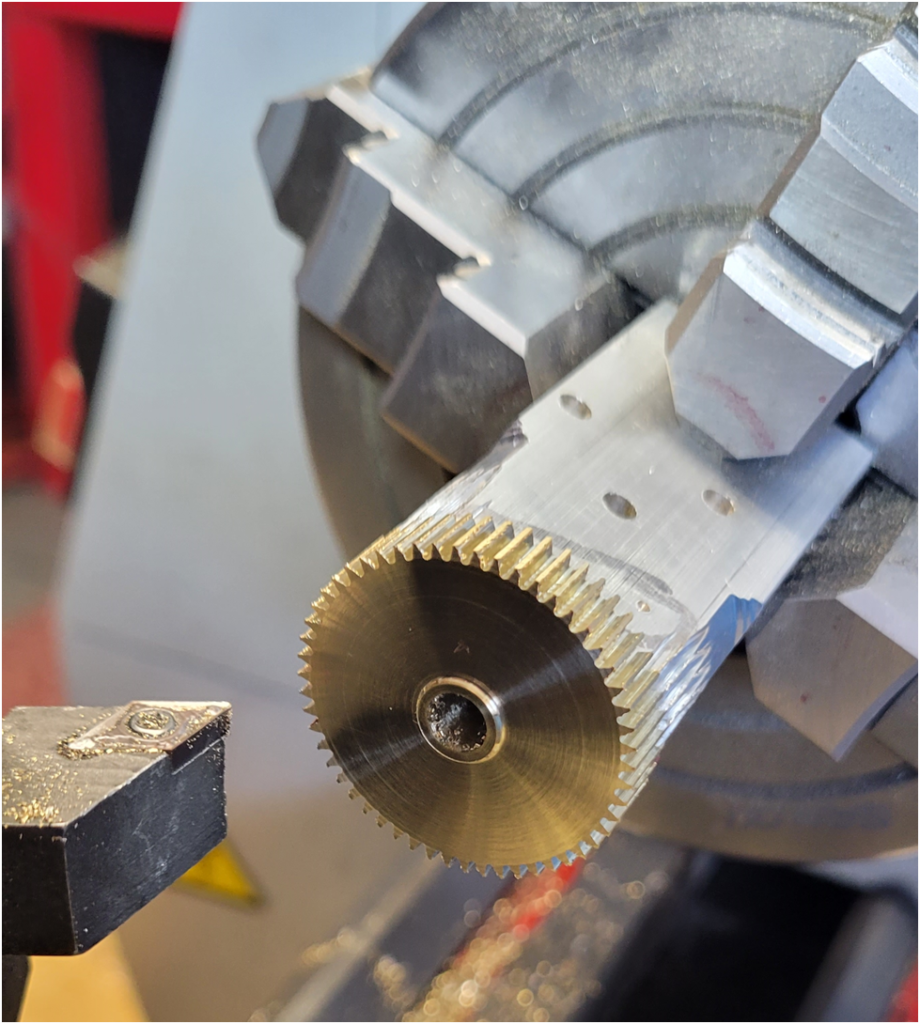
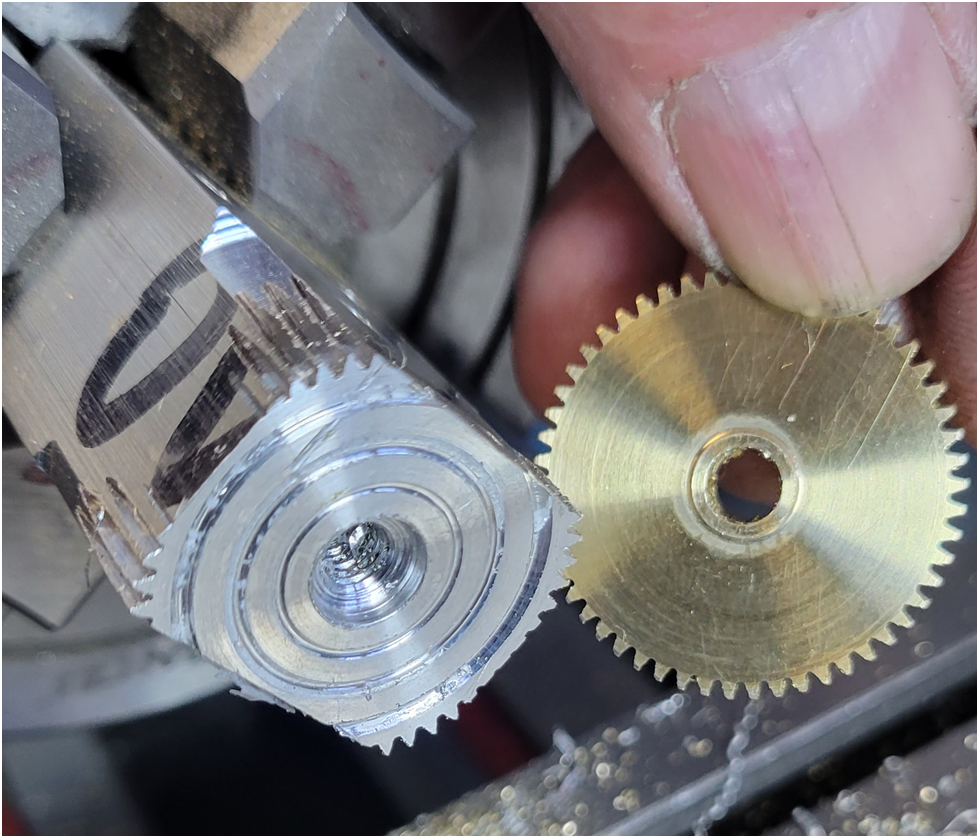
I turn the blank OD down to size. In this case we are making a 54 tooth .5 Module gear with an OD of 28mm.
The CNC is used to cut the teeth. If anyone is interested, I can provide the Gcode file to do this, it is quite simple.

After the teeth are cut, I turn the gear again on the lathe bringing the OD back down to the proper size. The gear cutter throws up burrs that are removed in this way. The gear is faced and the .5mm X 7mm spigot is machined.
I heat the gear and pop it off of the arbor. The arbor is refaced and a pocket is machined to match the spigot.
The gear is again super glued into place using the spigot and tail stock to align the gear to the center of the lathe.

Again a screw is used to secure the gear to the arbor and the gear is turned down to final thickness. The screw is removed and the spigot is carefully turned down, I remove .005″ of material at a time so I don’t bust the super glue joint.

I lightly touch the teeth edges with a file to remove burrs created from the facing operation, but not much, I want to maximize the tooth engagement surface area. Finally I clean up the teeth with a piece of folded 600 grit sandpaper to clear the last of the burrs from the teeth.